Ultrazvuková kontrola
Zkoušení ultrazvukem patří mezi základní metody nedestruktivní kontroly materiálu-defektoskopie. Tato zkouška využívá průchodu ultrazvukového vlnění pružným homogenním prostředím – materiálem. Při průchodu materiálem dochází k zmenšování intenzity vlnění i amplitudy kmitů. V případě, že vlnění narazí na rozhraní dvou prostředí (např. materiál – vzduch), dochází k odrazu a lomu vlnění. Základem většiny defektroskopických měření je měření ultrazvukové energie, která projde materiálem či se naopak vrátí po odrazu od nějakého rozhraní zpět.
Ultrazvukovou kontrolou lze dohledat plošné vady (zdvojeniny, sněhové vločky), lineární vady (trhliny, studené spoje), objemové vady (póry, staženiny). Při použití vhodné kombinace přístroje a sondy je možno měřit tloušťky stěn a tloušťky povlaků.
Přímé prozvučení
Kontrola vnitřní kvality plechu tl. 50 mm na vady typu zdvojeniny, v rozsahu 100 % objemu.
Na povrchu plechu jsou jasně vidět stopy sondy v gelu, který je nutný pro přenos vlnění ze sondy do materiálu. Ultrazvuk o frekvencích vhodných ke zkoušení se nešíří vzduchem.

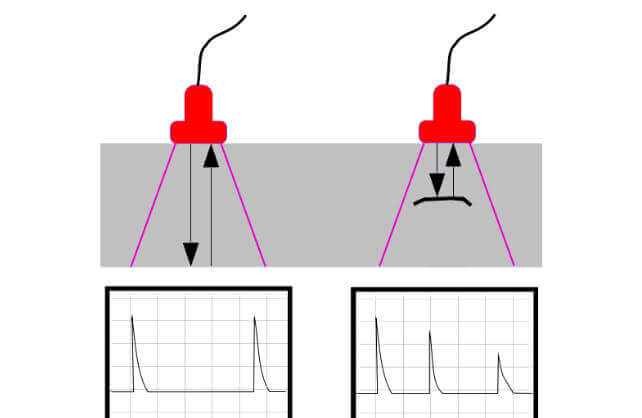
Princip přímého prozvučení
Ze sondy přiložené na povrch materiálu se šíří svazek ultrazvukového vlnění napříč materiálem. V prvním případě kdy je materiál homogenní a bez vnitřních vad, svazek projde materiálem a od protější strany se odrazí zpět do sondy. Vzdálenost mezi dvěma echy, odpovídá tloušťce materiálu. V druhém případě stojí svazku v cestě vnitřní vada. Velká část svazku se proto odrazí již od této vady a na přístroji se objeví třetí echo (druhé v pořadí), které odpovídá hloubce, ve které se vada v materiálu nachází.
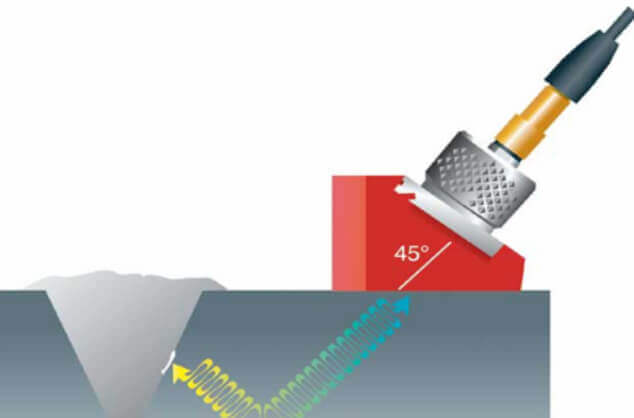
Princip šikmého prozvučení
Princip zkoušky svárů, svazek ultrazvukového vlnění je emitován křemíkovým měničem sondy pod úhlem 45˚ do materiálu. Pohybem sondy po povrchu docílíme díky odrazu od protější stěny prozvučení celého objemu sváru. Při vhodně zvolené kombinaci několika různých úhlů sondy je metoda UT velmi spolehlivá.
Příklad využití
Typické použití ultrazvukové metody v praxi. Kontrola plně provařeného sváru ocelové konstrukce mostového jeřábu, za pomocí úhlové sondy. Kontroly plně provařených svarů lze aplikovat od tloušťky základního materiálu 8mm (dle Evropských standardů EN ISO).

Kontroly provádíme ve všech stupních rozpracovanosti výrobků dle přání zákazníka:
- Kontrola základního materiálu před zahájením svařování
- Kontrola svárů
- Kontrola výkovků a odlitků ve všech fázích výroby
O všech provedených kontrolách je podle zadávacích kritérií zákazníka vypracován protokol o kontrole. Ten obsahuje všechny potřebné informace o metodě, provedení zkoušky a výsledcích kontroly. Dle přání zákazníka je jako součást protokolu vypracován nákres s lokalizací vad ve výrobku. Všichni pracovníci společnosti, provádějící kontrolu v metodě UT, jsou certifikováni pro tuto metodu ve stupni 2, dle ČSN EN ISO 9712.
Společnost WELDINSPECT s.r.o.
využívá pro ultrazvukovou kontrolu zařízení a prostředky, které splňují veškeré náležitosti norem EN ISO. Dále disponujeme potřebným sortimentem kalibračních měrek a bloků, jež jsou nezbytné pro správnou kalibraci citlivosti přístroje.

Sondy značky SONOSTAR, GE, PANAMETRICS
Ultrazvukový defektoskop Olympus EPOCH 650

Ultrazvukový defektoskop DIO 1000SFE od českého výrobce STARMANS